鋁合金低壓鑄造成套設備專業制造商
全國統一服務熱線:
025-68723839
025-68723839
小時全國服務熱線
HURS SERVICE HOTLINE
低壓澆注機安全防護要求:
1、低壓鑄造機的主要危險區域屬于模具模塊,應采取相應措施予以消除;
2、設備的夾緊模塊和核心插入模塊是液壓驅動的。合模插入型芯后,應保證鑄件的可靠合模。模式鎖定開關僅用作信號提示。液壓系統的壓力應保持在鑄件上,直至其完全成型和凝固。手術臺應配備相應的顯示裝置。
3、在任何情況下,合模與澆注必須聯動,可有效避免模具不到位時的澆注動作;
4、設備的合模模塊要準確知道合模精度,并可設置位移傳感器進行提示,可有效防止原料在澆注時從分型面溢出或飛濺;
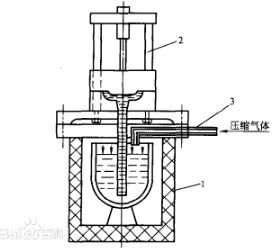
5、保溫爐的上升管、過渡套和澆口應密封嚴密,保溫爐工作正常,放置好位置后澆注;

6、設備的控制器數量應與交換機上規定的工作人員數量相同;
7、澆注或凝固原料液時,澆注機應保證其他所有控制動作均處于聯鎖狀態;
8、從整體設計上看,要保證模具能牢固地安裝在活動座板和固定座板上,避免因意外松動對操作者造成危險。
能做到避免造成磨具損害的方法,那么想必能很大程度上保障設備的正常使用。
1、模具溫度模具在生產前應預熱到一定溫度。否則,當高溫熔融金屬充入時,會發生冷卻,導致模具內外層溫度梯度增大,導致模具表面產生熱應力和開裂甚至開裂。在生產過程中,模具溫度不斷升高。模具溫度過熱時,容易產生模具,運動部件失效,造成模具表面損壞。低溫澆注機應安裝冷卻溫度控制系統,使模具的工作溫度保持在一定范圍內。
2、充填金屬液的低壓鑄造機充滿了高壓和高速,必然會對模具造成嚴重的沖擊和腐蝕,產生機械應力和熱應力。熔融金屬、雜質和氣體在沖擊過程中也會與模具表面產生復雜的化學相互作用,加速腐蝕和開裂。當熔融金屬充滿氣體時,它首先會在型腔的低壓區膨脹。當氣壓升高時,會引起向內爆破,拉出型腔表面的金屬點,造成空化損壞和斷裂。
3、在抽芯和開模過程中,一些零件的變形也會產生機械應力。
4、低壓鑄造機的生產過程在每個壓鑄件的生產過程中,由于模具與低壓鑄造機的液體進行熱交換,模具的表面溫度會發生變化周期性地,引起周期性的熱膨脹冷卻和收縮,從而產生周期性的熱膨脹和收縮。熱應力。例如,鑄造模具時,模具表面因溫度升高而處于壓應力狀態,而模具從鑄件中脫模后,模具表面因溫度升高而處于拉應力狀態。衰退。當交變應力反復循環時,模具內部的累積應力越來越大,當應力超過材料的疲勞極限時,模具表面就會出現裂紋。
南京博喬機械

15305196359

18402549059

13706774651
